技術優勢
广州市德宝电器厂网站 / 2015-12-01プレス加工の可能厚み:0.4~7mm
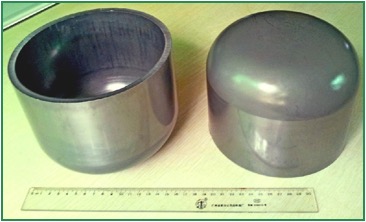
製品深絞り加工の可能外径180mm、深度140mm
冷間プレス深絞り部品の密度はIT7に達せるが、一部分はIT8までも実現できる。

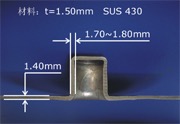
厚目深絞り
金属は数回の深絞り加工の後、一般的に壁の厚みは薄くなる。ですから、顧客は材料を選択するとき、薄くなる量を予め保留しておき、成型加工後製品の十分な厚みを保証する。但し、このように加工すれば、材料のコストも増加する上、部品の重量(非深絞り部位が厚過ぎる)も大きくなる。私達は“厚目深搾り”の工芸を運用し、プレス製品の個別部位はさらに厚くする必要と言う基準要求を満足できた。
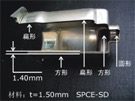
異形深絞り
自動車の軽量化推進に伴い、各部品の構造はさらに緊密になる。それによって、さらに多くの空間を節約できる。非円形の偏平電機は自動車の執行電機にある応用は、ますます普及されるようになる。この種類の電機形状は、円形と方形の間に数回級別に変換される。製品寸法の精度、形状位置公差を確保する前提に、十分な壁厚みも保証しなければならない。従って、この成型はより難しくなる。特に、方形部位にはさらに困難になる。顧客のほうはさらに厚い材料を選び、厚みが薄くなる量を補填するが、私達は独自に開発した新しい工芸を利用し、伝統工芸の不足を克服できた。それに、深絞りの工程も減少した。さらに薄い国産原材料の使用に変更するとき、加工後製品の精度、壁厚みなどの各方面とも、従来に製品に優れている。これによって、製造コストを大幅に削減できた。
プロセス能力はCpk管理を採用するが、徳宝Cpkの等級はA+のレベルに評価される
1.Cpkの中国語定義は、プロセス能力指数と言い、ある工程又はプロセス水準の量化反応であるが、工程評価のある指標でもある。
2.各プロセスを選択しCpkで管理を実施するとき、コストを考量の主要因子にしなければならない。それに、その品質特性が後期プロセスへの影響度も考量の因子である。
3.Cpkの等級評価基準:(この基準に基づき、計算できるプロセス能力指数に相応な対策を講じられる)
A++レベル:Cpk≥2.0 特に優秀、コストの低減を考慮できる
A+レベル:2.0 > Cpk ≥ 1.67 優秀、現状を保持しなければならない
Aレベル:1.67 > Cpk ≥ 1.33 良好、状態は安定であるが、出来る限りにA+レベルに高めなければならない
Bレベル:1.33 > Cpk ≥ 1.0 一般、状態は一般であるが、プロセス因子に少しの変異があった場合、不良を発生する危険性がある。各種資源及び方法を利用し、Aレベルに高めなければならない
Cレベル:1.0 > Cpk ≥ 0.67 悪い、プロセスの不良が多く、その能力を高めなければならない
Dレベル:0.67 > Cpk 受入れられない、能力が非常に悪く、あらためて改善を行い、プロセスを設計するのを考慮しなければならない
A++レベル:Cpk≥2.0 特に優秀、コストの低減を考慮できる
Bレベル:1.33 > Cpk ≥ 1.0 一般、状態は一般であるが、プロセス因子に少しの変異があった場合、不良を発生する危険性がある。各種資源及び方法を利用し、Aレベルに高めなければならない
使用される主な金属材料の種類
熱間プレス材料(上海宝山鉄鋼):
SPHC、SPHE
SAPH370、SAPH400
B550L、B510L
S45C (日新製鋼-広州三井商社経由)
冷間プレス材料(上海宝山鉄鋼):
SPCC-SD、SPCD-SD、SPCE-SD
DC01、DC04
BLD、BUSD、BUFD、BSUFD
SECCN5 (20/20)、SECEN5(20/20)
DC54DZ 120/120
ステンレス:
SUS 304-2B、SUS430-2B
SUS430-2D