技术优势
广州市德葆汽车零部件有限公司网站 / 2015-12-01可冲板厚:0.4~7mm
可拉深产品外径180mm,深度:140mm
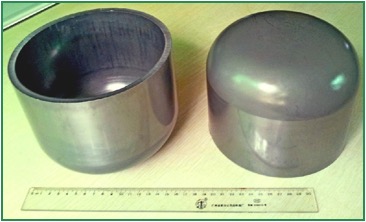
冷冲压拉深件精度可达IT7,部分可以做到IT8.

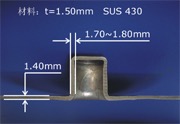
变厚拉深
金属经过多次拉深后,壁厚一般会逐渐变薄,所以客户在选择材料的时候会预留其变薄的量,以保证产品在成形后有足够的壁厚。这样不但增加了材料的成本,也增加了零部件的重量(非拉深部位过厚),我们则运用了「变厚拉深」的工艺,满足了产品个别部位需要较材料更厚的要求。
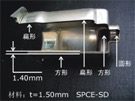
异形拉深
汽车的轻量化,使得各部件结构越加紧凑,以节省更多的空间。非圆形的扁平电机,在汽车执行电机中的应用,将会越来越得到普及。这种电机的形状,在圆形和方形之间多次分级变换,在确保其尺寸精度、形位公差的前提下,更要保证足够的壁厚,其成形就较为困难,特别在方形部位尤为困难。客户会选用更厚的材料,以弥补变薄的量。我们则利用独自开发的新工艺,克服了传统工艺的不足,并减少了拉深工序。在改用更薄的国产材料时,其产品的精度、壁厚等方面,仍优于以往的产品,大大地削减了制造成本。
过程能力采用Cpk管控 德宝Cpk的评级为A+级
1.Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2.当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
3.Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级 Cpk≥2.0 特优 可考虑成本的降低
A+ 级 2.0 > Cpk ≥ 1.67 优 应当保持之
A 级 1.67 > Cpk ≥ 1.33 良 能力良好,状态稳定,但应尽力提升为A+级
B 级 1.33 > Cpk ≥ 1.0 一般 状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级
C 级 1.0 > Cpk ≥ 0.67 差 制程不良较多,必须提升其能力
D 级 0.67 > Cpk 不可接受 其能力太差,应考虑重新整改设计制程。
A++级 Cpk≥2.0 特优 可考虑成本的降低
B 级 1.33 > Cpk ≥ 1.0 一般 状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级
使用过的主要金属材料种类
热轧材(上海宝山钢铁) :
SPHC、SPHE
SAPH370、SAPH400
B550L、B510L
S45C (日新制钢-广州三井商社経由)
冷轧材(上海宝山钢铁):
SPCC-SD、SPCD-SD、SPCE-SD
DC01、DC04
BLD、BUSD、BUFD、BSUFD
SECCN5 (20/20)、SECEN5(20/20)
DC54DZ 120/120
不锈钢:
SUS 304-2B、SUS430-2B
SUS430-2D